thermal-bond 5.0F VT-4B7H RCF
UL Approval: E214381 Version: 01/12/2025Precautions in Handling
Storage Condition and Shelf Life
| RCF | |||
|---|---|---|---|
| Storage Condition | Temperature | Below 23℃ (73℉) | Below 5℃ (41℉) |
| Relative Humidity | Below 55% | / | |
| Shelf Life | / | 3 Months | |
The thermal management prepreg should be taken care of when handling and wearing rubber gloves to prevent contamination is strongly recommended during processing.
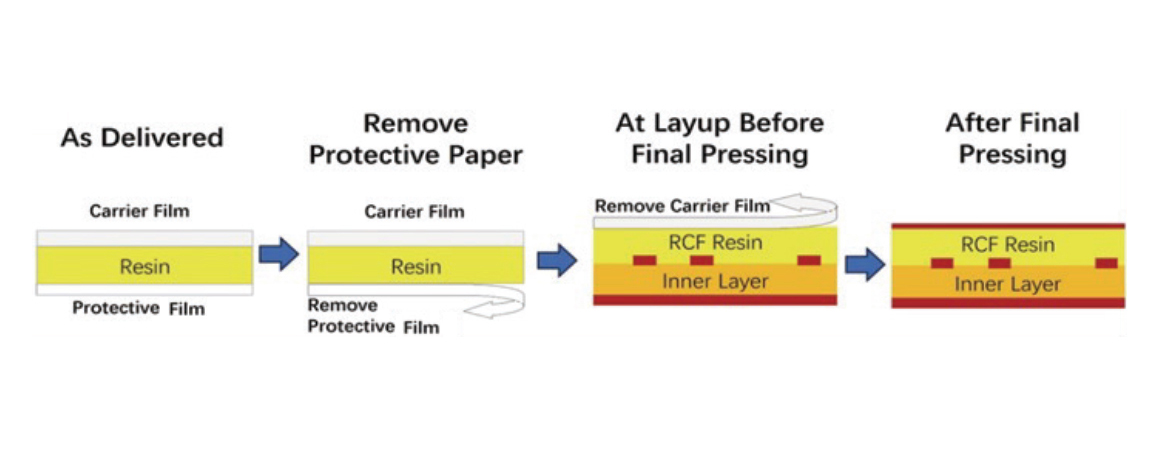
Product Handling & Press Process Flow
The thermal management prepreg should be taken care of when handling and wearing rubber gloves to prevent contamination is strongly recommended during processing.
The thermal management prepreg should be taken care of when handling and wearing rubber gloves to prevent contamination is strongly recommended during processing.
Press Parameters
The thermal management prepreg should be taken care of when handling and wearing rubber gloves to prevent contamination is strongly recommended during processing.

Baking Recommendation During PCB Process
| Process | Purpose | Cycle | Potential risk without bake | |||
|---|---|---|---|---|---|---|
| Before HASL, PCB should be separate (not stacked) and supported in a rack for this process. HASL process should be finished within 24 hours after baking finishing | To eliminate moisture | 2 hours @ 125°C | Potential for measling, blister and de-lamination | |||
| Before shipment, if PCB stored for > 1 month, purpose to eliminate moisture cycle potential risk 2 hours @ 125ºC PCB should be baked before packaging | To eliminate moisture | 2~4 hours @ 125°C | Potential for measling, blister and de-lamination | |||
Prepreg exceeding shelf life should be retested.
Typical Drilling Conditions
Without Metal Base (only for reference)
| Diameter (mm) | Stack Height | Spindle Speed (KRPM) | Feed Rate (mm/s) | Retract Rate (mm/s) | Hit Count |
|---|---|---|---|---|---|
| 0.15~0.30 | 1 PNL/stack | 125~155 | 17~33 | 200~250 | 1200 |
| 0.35~0.40 | 1 PNL/stack | 95~110 | 40~47 | 250 | 1200 |
| 0.55~1.00 | 1 PNL/stack | 60~88 | 47 | 330 | 1200 |
| >1.00 | 1 PNL/stack | 50~70 | 30~47 | 300 | 800~1200 |
a) Carbide drill bit is prone to excessive wear, preferably Jinzhou SHD/MDC series drill bit. b) Aluminum and Phenolic Board Covers are recommended.
With Metal Base (only for reference)
| Diameter (mm) | Stack Height | Spindle Speed (KRPM) | Feed Rate (mm/s) | Retract Rate (mm/s) | Hit Count |
|---|---|---|---|---|---|
| 0.25~0.30 | 1 PNL/stack | 40 | 25~30 | 100~200 | 800 |
| 1.0~2.5 | 1 PNL/stack | 36~39 | 35~50 | 250~450 | 200~500 |
| >2.5 | 1 PNL/stack | 30~37 | 30~40 | 200~300 | 200~500 |
a) Carbide drill bit is prone to excessive wear, preferably Jinzhou SHD/MDC series drill bit b) Recommend Aluminum and Phenolic Board Covers
Image Transfer
| Process | Recommendation | |||||||
|---|---|---|---|---|---|---|---|---|
| Dry Film | The lamination speed maybe needs slower than standard FR4 to have metal substrate approach proper lamination temperature | |||||||
| Wet Film | Both aluminum and copper could be coated to protect aluminum during etching process. Follow instruction details of manufacturers | |||||||
| Developing | Masking or film protection on aluminum is better during developing. Follow chemical manufacturer’s recommendation | |||||||
• Dry filming and wet filming are both applicable process on aluminum base laminate • Before filming, cleaning of panel surface is necessary • Wet film process options: - Curtain - Screen
Etching Stripping
| Process | Recommendation | |||||||
|---|---|---|---|---|---|---|---|---|
| Etching | Alkaline or acid solution (cupric chloride, ferric chloride) are both applicable. Alkaline etching is faster than acid etching and is fit for below 3oz copper. The acid etching performs well on preventing of undercut and over etch | |||||||
| Stripping | Apply sodium hydroxide solution to remove etch resist and conveying process is preferred | |||||||
Solder Masking
| Process | Recommendation | |||||||
|---|---|---|---|---|---|---|---|---|
| Solder Masking | Control the thickness between 1~2mil or depends on boards design | |||||||
| Pre-heating | Follow manufacturer’s recommendation on the setting of temperature and time. Having a filter system in oven is preferred | |||||||
| Developing | Solution concentration, temperature and spray pressure need to be controlled | |||||||
| Curing | Follow the details of temperature and time of manufacturer. | |||||||
• Roughness of board surface is necessary to get better adhesion between boards and solder mask • Before filming, cleaning of panel surface is necessary • Both thermal cured and UV cured solder mask are applicable • Masking options: - Screen Printing - Curtain Coating - Spray Coating - Roller Coating
Surface Finishing Options
| Process | Recommendation | |||||||
|---|---|---|---|---|---|---|---|---|
| HASL | The most popular surface treatment method. Peel off the protective film from aluminum before HASL | |||||||
| OSP | Follow details of manufacturer’s recommendation | |||||||
| ENIG | Popular in wire bonding application. Follow chemistry recommendation to avoid defects of black pad and brickle gold | |||||||
| Silver Immersion | Silver immersion has a better soldering ability but has disadvantage of silver migration | |||||||
Routing
| Diameter (mm) | Spindle Speed (KRPM) | Feed Rate (mm/s) | Retract Rate (mm/s) | Hit Count |
|---|---|---|---|---|
| 0.8 | 37 | 10~15 | 30 | 12~15 |
| 1.0 | 37 | 10~15 | 30 | 10~12 |
| 1.2 | 37 | 12~18 | 30 | 8~10 |
| 1.5 | 36 | 15~20 | 30 | 5~8 |
| 2.0 | 34 | 15~20 | 30 | 3~5 |
• Backup board – Phenolic is preferred • Tools material – Tungsten or Diamond carbite with 2 flutes is preferred • Stack height – 1 panel / stack • Consult your tool supplier for more advice
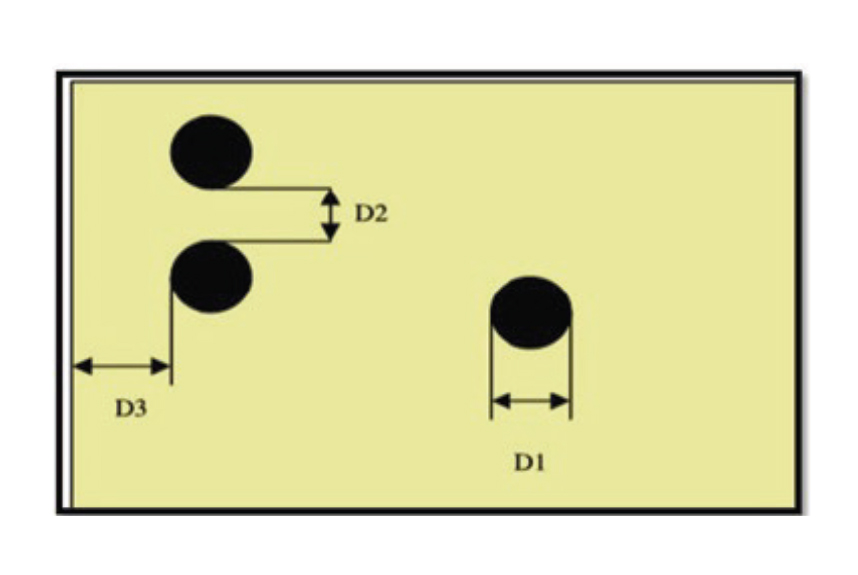
Punching
• Alloy side is upwards when punching • Tonnage – 120T and above is preferred • “D1&D2” should be greater than board thickness • “D3” should be greater than board thickness + 0.5mm • Consult your tool supplier for more advice