To Download Datasheets Select Below and Click Download
-
Download TDS Datasheet
thermal-bond 5.0F: Thermally Conductive Resin Coated Film Bondply
UL Approval: E214381 30/04/2024Resin Coated Film (RCF) Bondply is an unreinforced adhesive system coated onto PET film for use in high performance and high reliability multilayer PCB stack-ups.
VT-4B7H is a high Tg, ceramic-filled, thermally conductive (7.0 W/mK), halogen-free thermoset resin system, specifically designed for use in multilayer PCBs requiring enhanced levels of heat management and thermal conductivity. Thermal-bond RCF can be combined with other Ventec laminate & prepreg systems including tec-thermal IMS, VT-5A2 and VT-4A2H thermally conductive laminates & prepregs in hybrid stackups.
General Information
- Thermal Conductivity – 7.0 W/mK
- Tg 210ºC
- Ceramic Filled
- Halogen Free
- Flammability (UL94 V-0)
- UL MOT 155ºC
- Easy handling (like rubber)
Application
- Good Adhesion
- High Working Voltage [≥500Volts]
- Heavy Copper Filled
- Power Conversion
- Monitor Drives
- Rectifiers, Power Supply
- Metal in Board (MiB) applications including Coins and Inserts, Pedestal, etc.
Storage Condition
RCF Storage Condition Temperature Below 23˚C (73˚F) Below 5˚C (41˚F) Relative Humidity Below 55% RH / Properties
Properties Test Method Units 100μm 125μm 150μm Thermal Conductivity ISO 22007-2 W/mK 7.0 Thermal Impedance ISO 22007-2 ˚C*in2/W 0.022 0.028 0.035 Tg DMA IPC-TM-650 2.4.24.4 °C 210 Td TGA ASTM D3850 °C 420 Thermal Stress @ 288˚C solder dip IPC-TM-650 2.4.13.1 Minute ≥5 Hi-Pot Withstand DC IPC-TM-650 2.5.7 Volt >600 Breakdown Voltage AC IPC-TM-650 2.5.6.3 Volt 8000 9000 10000 Dk @ 1MHz C-24 / 23 / 50 IPC-TM-650 2.5.5.3 - 4.25 Dk @ 10GHz 4.57 Df @ 1MHz C-24 / 23 / 50 IPC-TM-650 2.5.5.3 - 0.0015 Df @ 10GHz 0.0017 Volume Resistance After Moisture Resistance IPC-TM-650 2.5.17.1 MΩ-cm 5.0E+8 E-24/125 IPC-TM-650 2.5.17.1 MΩ-cm 3.0E+7 Surface Resistance After Moisture Resistance IPC-TM-650 2.5.17.1 MΩ 2.0E+7 E-24/125 IPC-TM-650 2.5.17.1 MΩ 5.0E+6 Peel Strength 1oz (As received) IPC-TM-650 2.4.8 lb/in 5.2 CTI As received ASTM D3638 Volt 600 Flammability (As received) UL-94 Rating V-0 All test data provided are typical and not intended to be specification values.
Availability
Press Ply Thickness 100μ/125μ/150μ (0.004”/ 0.005”/ 0.006”) Panel Size 460*610mm, 510*610mm, 533*610mm 18.11*24.02", 20.08*24.02", 20.98*24.02" or as required PET (Standard) T RCF Part Numbers
Description Part Number PPT (μm) Flow Range thermal-bond 5.0F RCF Regular Flow PPT 100μm 4B7H-FT R-100 100 20~60 thermal-bond 5.0F RCF High Flow PPT 100μm 4B7H-FT H-100 100 60~250 thermal-bond 5.0F RCF Regular Flow PPT 125μm 4B7H-FT R-125 125 40~80 thermal-bond 5.0F RCF High Flow PPT 125μm 4B7H-FT H-125 125 80~300 thermal-bond 5.0F RCF Regular Flow PPT 150μm 4B7H-FT R-150 150 60~100 thermal-bond 5.0F RCF High Flow PPT 150μm 4B7H-FT H-150 150 100~400 Disclaimer: The information and data contained in this technical literature is based on data and knowledge correct at the time of publishing/printing and is believed to be accurate and is offered in good faith for the benefit of the user. The user should make his own tests to verify the suitability of this product for any application before its use. All data are typical values only and subject to change without notice.
-
Download PGL Datasheet
thermal-bond 5.0F VT-4B7H RCF
UL Approval: E214381 Version: 01/12/2025Precautions in Handling
Storage Condition and Shelf Life
RCF Storage Condition Temperature Below 23℃ (73℉) Below 5℃ (41℉) Relative Humidity Below 55% / Shelf Life / 3 Months The thermal management prepreg should be taken care of when handling and wearing rubber gloves to prevent contamination is strongly recommended during processing.
Product Handling & Press Process Flow
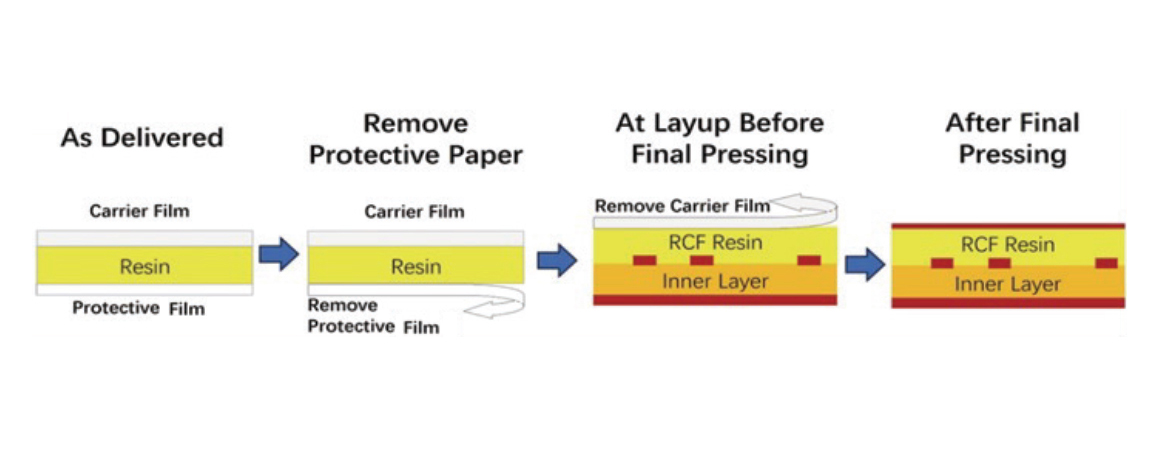
The thermal management prepreg should be taken care of when handling and wearing rubber gloves to prevent contamination is strongly recommended during processing.
The thermal management prepreg should be taken care of when handling and wearing rubber gloves to prevent contamination is strongly recommended during processing.
Press Parameters
The thermal management prepreg should be taken care of when handling and wearing rubber gloves to prevent contamination is strongly recommended during processing.

Baking Recommendation During PCB Process
Process Purpose Cycle Potential risk without bake Before HASL, PCB should be separate (not stacked) and supported in a rack for this process. HASL process should be finished within 24 hours after baking finishing To eliminate moisture 2 hours @ 125°C Potential for measling, blister and de-lamination Before shipment, if PCB stored for > 1 month, purpose to eliminate moisture cycle potential risk 2 hours @ 125ºC PCB should be baked before packaging To eliminate moisture 2~4 hours @ 125°C Potential for measling, blister and de-lamination Prepreg exceeding shelf life should be retested.
Typical Drilling Conditions
Without Metal Base (only for reference)
Diameter (mm) Stack Height Spindle Speed (KRPM) Feed Rate (mm/s) Retract Rate (mm/s) Hit Count 0.15~0.30 1 PNL/stack 125~155 17~33 200~250 1200 0.35~0.40 1 PNL/stack 95~110 40~47 250 1200 0.55~1.00 1 PNL/stack 60~88 47 330 1200 >1.00 1 PNL/stack 50~70 30~47 300 800~1200 a) Carbide drill bit is prone to excessive wear, preferably Jinzhou SHD/MDC series drill bit. b) Aluminum and Phenolic Board Covers are recommended.
With Metal Base (only for reference)
Diameter (mm) Stack Height Spindle Speed (KRPM) Feed Rate (mm/s) Retract Rate (mm/s) Hit Count 0.25~0.30 1 PNL/stack 40 25~30 100~200 800 1.0~2.5 1 PNL/stack 36~39 35~50 250~450 200~500 >2.5 1 PNL/stack 30~37 30~40 200~300 200~500 a) Carbide drill bit is prone to excessive wear, preferably Jinzhou SHD/MDC series drill bit b) Recommend Aluminum and Phenolic Board Covers
Image Transfer
Process Recommendation Dry Film The lamination speed maybe needs slower than standard FR4 to have metal substrate approach proper lamination temperature Wet Film Both aluminum and copper could be coated to protect aluminum during etching process. Follow instruction details of manufacturers Developing Masking or film protection on aluminum is better during developing. Follow chemical manufacturer’s recommendation • Dry filming and wet filming are both applicable process on aluminum base laminate • Before filming, cleaning of panel surface is necessary • Wet film process options: - Curtain - Screen
Etching Stripping
Process Recommendation Etching Alkaline or acid solution (cupric chloride, ferric chloride) are both applicable. Alkaline etching is faster than acid etching and is fit for below 3oz copper. The acid etching performs well on preventing of undercut and over etch Stripping Apply sodium hydroxide solution to remove etch resist and conveying process is preferred Solder Masking
Process Recommendation Solder Masking Control the thickness between 1~2mil or depends on boards design Pre-heating Follow manufacturer’s recommendation on the setting of temperature and time. Having a filter system in oven is preferred Developing Solution concentration, temperature and spray pressure need to be controlled Curing Follow the details of temperature and time of manufacturer. • Roughness of board surface is necessary to get better adhesion between boards and solder mask • Before filming, cleaning of panel surface is necessary • Both thermal cured and UV cured solder mask are applicable • Masking options: - Screen Printing - Curtain Coating - Spray Coating - Roller Coating
Surface Finishing Options
Process Recommendation HASL The most popular surface treatment method. Peel off the protective film from aluminum before HASL OSP Follow details of manufacturer’s recommendation ENIG Popular in wire bonding application. Follow chemistry recommendation to avoid defects of black pad and brickle gold Silver Immersion Silver immersion has a better soldering ability but has disadvantage of silver migration Routing
Diameter (mm) Spindle Speed (KRPM) Feed Rate (mm/s) Retract Rate (mm/s) Hit Count 0.8 37 10~15 30 12~15 1.0 37 10~15 30 10~12 1.2 37 12~18 30 8~10 1.5 36 15~20 30 5~8 2.0 34 15~20 30 3~5 • Backup board – Phenolic is preferred • Tools material – Tungsten or Diamond carbite with 2 flutes is preferred • Stack height – 1 panel / stack • Consult your tool supplier for more advice
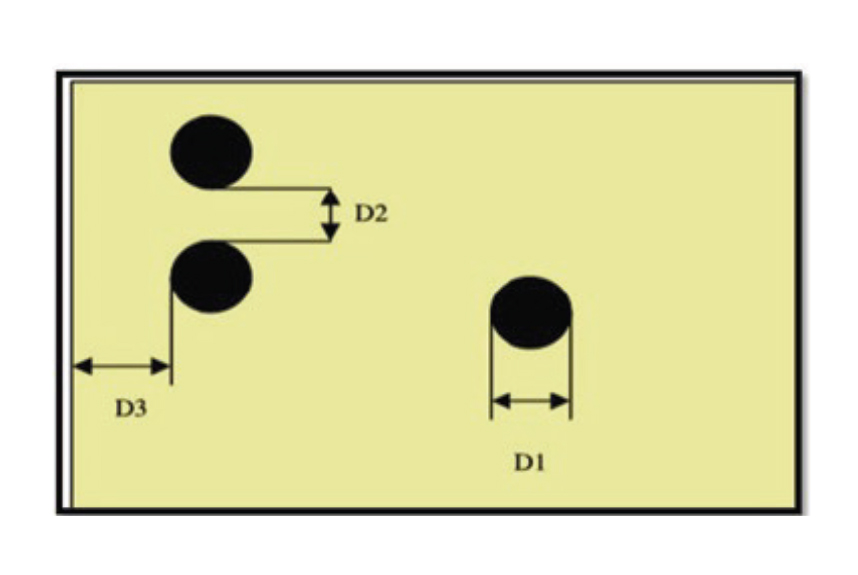
Punching
• Alloy side is upwards when punching • Tonnage – 120T and above is preferred • “D1&D2” should be greater than board thickness • “D3” should be greater than board thickness + 0.5mm • Consult your tool supplier for more advice